热点资讯
联系方式
- 联系人:许经理
- 手机:18662538975
- 电话:0512-62764773
- 邮箱:xuyinghua@tst-robot.com
- 地址:江苏省苏州市高新技术开发区金燕路66号
焊接机器人:焊接厚板,超厚钢板如何增加熔深?
作者:小编 时间:2024/8/2 9:37:44
在钢结构件遇到25mm以上的厚板焊接时,通常我们可能通过直接加大电流或者配合拉焊手法来增加熔深。
下面介绍一种新的焊接工艺能够在不增加电流的情况下既能明显增加熔深,又能提高焊接熔敷率从而提高焊接速度和效率。
脉冲焊接工艺在厚板焊接中的优势:
无飞溅:
适当的电流和匹配的焊接速度,配合混合气体后,能达到完全没有任何飞溅的焊接效果。
大熔深:
在相同的电流下,使用脉冲焊接能够明显增加熔深。
提高速度:
脉冲不仅能够增加熔深还能有更大的熔敷率,从而可以焊接速度提高了整体焊接效率。
更小的热输入:
脉冲的原理是高频与低频电流交替焊接,所以热输入相对直流保持一个电流不变的情况的热输入减小,对工件的变形影响降低。
正四方在实验中发现,使用150A的电流直线焊接,在其他条件不变的情况下,脉冲要比直流的焊脚尺寸大1-3mm。有着明显的差异。
如果使用脉冲焊保持原有的焊脚尺寸,通过增加焊接速度或减小电流来减小焊脚尺寸。
总结:随着市场对焊接质量的要求越来越高,脉冲气保焊将逐渐取代恒压直流焊接。正四方对脉冲气保焊的深入研究已经形成了固定的脉冲焊机工艺参数库,在实践中能够快速在焊接机器人选择相应的工艺应用,从而简化编程,提高焊接质量与效率,在厚板中轻松应对探伤检测。
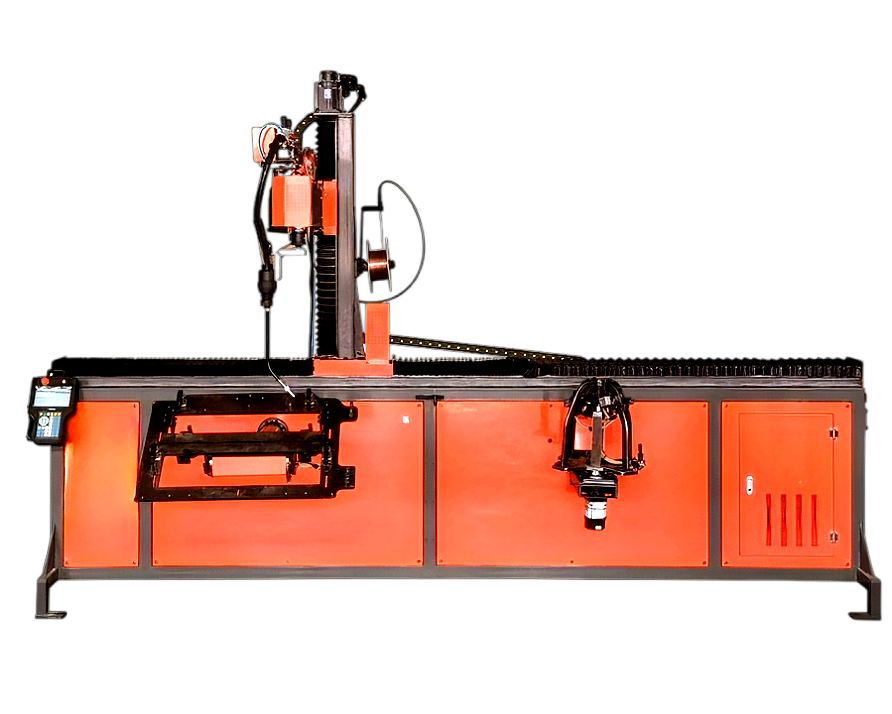
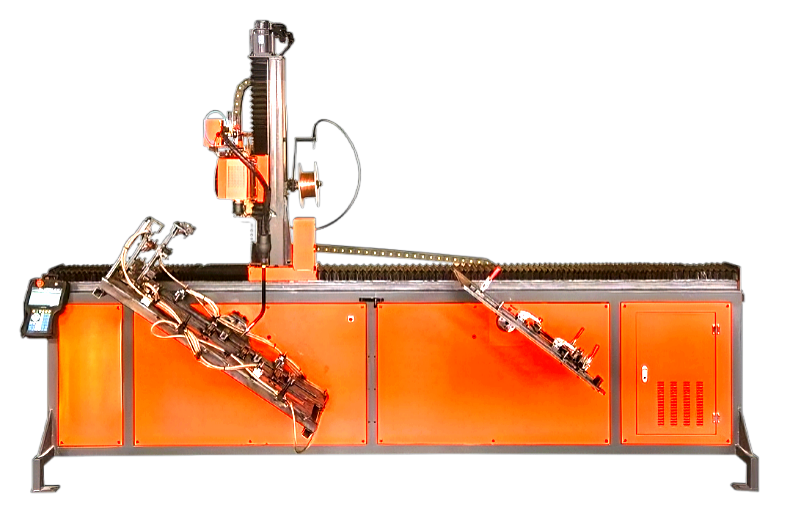
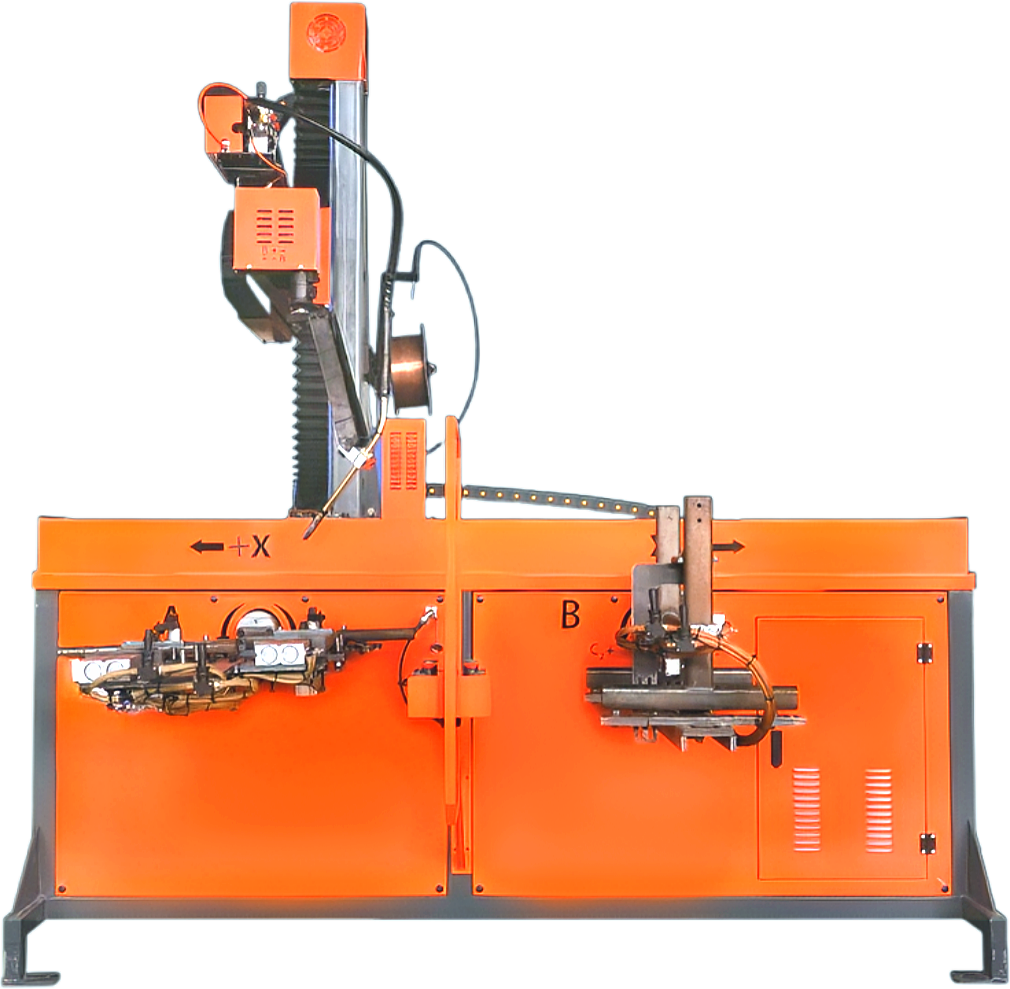
下面是我们公司跟据客户反馈和市场应用场景调研推出的移动焊接机器人解决方案:
点击了解:可自由移动的小型焊接机器人:提高焊接效率和品质的新选择
MORE+推荐产品


MORE+推荐新闻
