- 联系人:许经理
- 手机:18662538975
- 电话:0512-62764773
- 邮箱:xuyinghua@tst-robot.com
- 地址:江苏省苏州市高新技术开发区金燕路66号
焊接工艺基础知识六:焊接工艺参数及其对焊缝形状的影响
作者:小编 时间:2024/8/5 15:03:26
焊接工艺参数及其对焊缝形状的影响
焊接时,为保证焊接质量而选定的各项参数(例如焊接电流、电弧电压、焊接速度、线能量等)的总称叫焊接工艺参数。所谓线能量是指熔焊时,由焊接热源输入给单位长度焊缝上的能量焦尔/厘米或焦尔/毫米(J/cm或J/mm),亦称热输入。
线能量的计算公式为:
式中 Q——线能量,J/cm或J/mm;
I——焊接电流,A;
U——电弧电压,V;
V——焊接速度,cm/s或mm/s。
例:某焊接性试验的焊接工艺参数如下:焊条直径4mm,焊接电流180A,电弧电压24V,焊接速度150mm/min。试计算其线能量。
解:线能量。
答:该试验的线能量为1728J/mm。
(一)焊接电流
当其它条件不变时,增加焊接电流,则焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变(或略有增加),见图1—29,这是埋弧自动焊时的实验结果。分析这些现象的原因是:
(1)焊接电流增加时,电弧的热量增加,因此熔池体积和弧坑深度都随电流而增加,所以冷却下来后,焊缝厚度就增加。
(2)焊接电流增加时,焊丝的熔化量也增加,因此焊缝的余高也随之增加。如果采用不填丝的钨极氩弧焊,则余高就不会增加。
(3)焊接电流增加时,一方面是电弧截面略有增加,导致熔宽增加;另一方面是电流增加促使弧坑深度增加。由于电压没有改变,所以弧长也不变,导致电弧潜入熔池,使电弧摆动范围缩小,则就促使熔宽减少。由于两者共同的作用,所以实际上熔宽几乎保持不变。
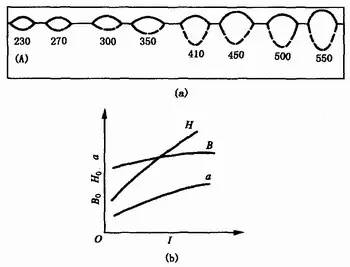
图1—29 焊接电流对焊缝形状的影响
H—焊缝厚度 B—焊缝宽度 d—余高 I—焊接电流
(二)电弧电压
当其它条件不变时,电弧电压增长,焊缝宽度显著增加而焊缝厚度和余高将略有减少,见图1—30。这是因为电弧电压增加意味着电弧K度的增加,因此电弧摆动范围扩大而导致焊缝宽度增加。其次,弧长增加后,电弧的热量损失加大,所以用来熔化母材和焊丝的热量减少,相应焊缝厚度和余高就略有减小。
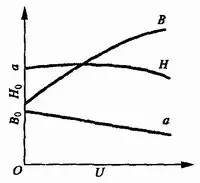
图1—30 电弧电压对焊缝形状的影响
由此可见,电流是决定焊缝厚度的主要因素,而电压则是影响焊缝宽度的主要因素。因此,为得到良好的焊缝形状,即得到符合要求的焊缝成形系数,这两个因素是互相制约的,即一定的电流要配合一定的电压,不应该将一个参数在大范围内任意变动。
(三)焊接速度
焊接速度对焊缝厚度和焊缝宽度有明显的影响。当焊接速度增加时,焊缝厚度和焊缝宽度都大为下降,见图1—31。这是因为焊接速度增加时,焊缝中单位时间内输入的热量减少了。
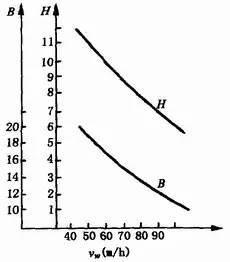
图1—31 焊接速度对焊缝形状的影响
从焊接生产率考虑,焊接速度愈快愈好。但当焊缝厚度要求一定时,为提高焊接速度,就得进一步提高焊接电流和电弧电压,所以,这三个工艺参数应该综合在一起进行选用。
(四)其它工艺参数及因素对焊缝形状的影响
电弧焊除了上述三个主要的工艺参数外,其它一些工艺参数及因素对焊缝形状也具有一定的影响。
(1)电极直径和焊丝外伸长 当其它条件不变时,减小电极(焊丝)直径不仅使电弧截面减小,而且还减小了电弧的摆动范围,所以焊缝厚度和焊缝宽度都将减小。
焊丝外伸长是指从焊丝与导电嘴的接触点到焊丝末端的长度,即焊丝上通电部分的长度。当电流在焊丝的外伸长上通过时,将产生电阻热。因此,当焊丝外伸长增加时,电阻热也将增加,焊丝熔化加快,因此余高增加。焊丝直径愈小或材料电阻率愈大时,这种影响愈明显。实践证明,对于结构钢焊丝来说,直径为5mm以上的粗焊丝,焊丝的外伸长在60~150mm范围内变动时,实际上可忽略其影响。但焊丝直径小于3mm时,焊丝外伸长波动范围超过5~10mm时,就可能对焊缝成形产生明显的影响。不锈钢焊丝的电阻率很大,这种影响就更大。因此,对细焊丝,特别是不锈钢熔化电极弧焊时,必须注意控制外伸长的稳定。
(2)电极(焊丝)倾角焊接时,电极(焊丝)相对于焊接方向可以倾斜一个角度。当电极(焊丝)的倾角顺着焊接方向时叫后倾;逆着焊接方向时叫前倾,见图1—32(a)、(b)。电极(焊丝)前倾时,电弧力对熔池液体金属后排作用减弱,熔池底部液体金属增厚了,阻碍了电弧对熔池底部母材的加热,故焊缝厚度减小。同时,电弧对熔池前部未熔化母材预热作用加强,因此焊缝宽度增加,余高减小,前倾角度。愈小,这一影响愈明显,见图1—32(c)。
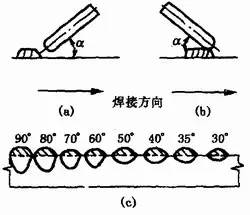
图1—32 电极(焊丝)倾角对焊缝形状的影响
(a)后倾 (b)前倾 (c)前倾倾角的影响
电极(焊丝)后倾时,情况与上述相反。
(3)焊件倾角 焊件相对水平面倾斜时,焊缝的形状可因焊接方向不同而有明显差别。焊件倾斜后,焊接方法可分为两种:从高处往低处焊叫下坡焊;从低处往高处焊叫上坡焊,见图1—33(a)(b)。
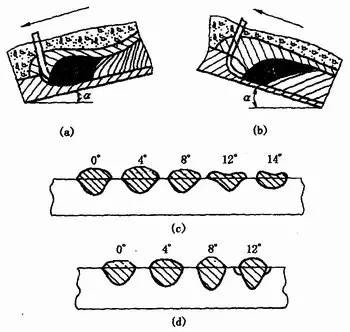
图1—33 焊件倾角对焊缝形状的影响
(a)下坡焊 (b)上坡焊 (c)下坡焊时焊件倾角的影响
d)上坡焊时焊件倾角的影响
当进行上坡焊时,熔池液体金属在重力和电弧力作用下流向熔池尾部,电弧能深入到加热熔池底部的金属,因而使焊缝厚度和余高都增加。同时,熔池前部加热作用减弱,电弧摆动范围减小,因此焊缝宽度减小。上坡角度愈大,影响也愈明显。上坡角度。>6°~12°时,焊缝就会因余高过大,两侧出现咬边而使成形恶化,见图1—33(d)。因此,在自动电弧焊时,实际上总是尽量避免采用上坡焊。
下坡焊的情况正好相反,即焊缝厚度和余高略有减小,而焊缝宽度略有增加。因此倾角。<6°~8°的下坡焊可使表面焊缝成形得到改善,手弧焊焊薄板时,常采用下坡焊,一方面是避免焊件烧穿,另一方面可以得到光滑的焊缝表面成形。如果倾角过大,则会导致未焊透和熔池铁水溢流,使焊缝成形恶化,见图1—33(c)。
(4)坡口形状 当其它条件不变时,增加坡口深度和宽度时,焊缝厚度略有增加,焊缝宽度略有增加,而余高显著减小,见图1—34。
图1—34 坡口形状对焊缝形状的影响
(5)焊剂 埋弧焊时,焊剂的成分、密度、颗粒度及堆积高度均对焊缝形状有一定影响。当其它条件相同时,稳弧性较差的焊剂焊缝厚度较大、而焊缝宽度较小。焊剂密度小,颗粒度大或堆积高度减小时,由于电弧四周压力减低,弧柱体积膨胀,电弧摆动范围扩大,因此焊缝厚度减小、焊缝宽度增加、余高略为减小。此外,熔渣粘度对焊缝表面成形有很大影响,若粘度过大,使熔渣的透气性不良,熔池结晶时所排出的气体无法通过熔渣排除,使焊缝表面形成许多凹坑,成形恶化。
(6)保护气体成分 气体保护焊时,保护气体的成分以及与此密切相关的熔滴过渡形式对焊缝形状有明显影响。采用不同保护气体进行熔化极气体保护焊直流反接时,焊缝形状的变化,见图1—35。射流过渡氩弧焊总是形成明显蘑菇状焊缝,氩气中加入O2、CO2或H2时,可使根部成形展宽,焊缝厚度略有增加。颗粒状和短路过渡电弧焊则形成的焊缝形状宽而浅。
图1—35 保护气体成分对焊缝形状的影响
(7)母材的化学成分 母材的化学成分不同,在其它工艺因素不变的情况下,焊缝形状不一样,这一点在氩弧焊时特别明显。如三种产地不同的0Cr18Ni19和0Cr18Ni12Mo2不锈钢,用钨极氩弧焊方法焊接,采用相同的焊接工艺参数时,所得焊缝形状的变化,见表1—10。
表1—10 母材化学成分对焊缝形状的影响
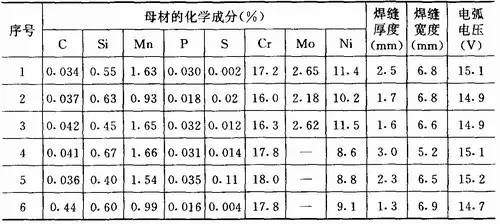
注:钨棒端部45°;弧长2mm电流150A;焊接速度300mm/min。
更多相关基础知识: